
DiyouPCB – Calibrar la impresora
Conectarnos a la impresora
Ya tenemos el firmware y resto de software instalado. Ahora tenemos que calibrar la impresora. Antes vamos a aprender cómo manejarla manualmente.
Para ello tenemos que enchufar la impresora al ordenador mediante el cable USB y arrancar Putty para conectarnos a ella.

Si aparece el mensaje anterior es que nos hemos conectado correctamente y podremos entonces ejecutar comandos.
Existen dos tipos de comandos:
- Comandos HPGL – sirven para imprimir PCB’s principalmente
- Comandos de usuario – son comandos adicionales a los de HPGL que nos permiten realizar ciertas funciones manualmente.
Comandos HPGL
HPGL es un lenguaje muy conocido desarrollado hace años por Hewlett Packard para sus plotters.
HPGL utiliza un sistema de coordenadas X,Y dónde cada unidad de ploteado (sin escalar) corresponde con 0.025mm unidades reales. Esto quiere decir que si queremos mover la impresora 1mm tendremos que indicarle 40 unidades de ploteado.
Los comandos HPGL van separados por el carácter “;” y algunos de ellos incluyen parámetros que van separados por el carácter “,”.
Ejemplo:
PA 732,261;
El lenguaje es muy extenso pero sólo hemos implementado el subconjunto de comandos que genera Eagle y que necesitamos para imprimir PCB’s. Son los siguientes:
- AA – Permite dibujar arcos y círculos. Tiene tres parámetros X,Y, GRADOS. Los grados (0 a 360) pueden ser positivos o negativos según queramos dibujar el circulo en el sentido horario o antihorario.
- IN – Inicializa la impresora. Mueve el láser a la posición home e inicia la secuencia de Auto Focus.
- IP – Configura el punto inicial, normalmente 0,0.
- PA – Mueve el láser a una posición absoluta. Tiene dos parámetros: coordenadas X,Y.
- PD – Enciende el láser para empezar a dibujar.
- PU – Apaga el láser.
- SC – Sirve para escalar los dibujos. No se utiliza para dibujar PCB’s
- SP - Permite seleccionar la plumilla. No se utiliza en la impresora.
- VS – Permite cambiar la velocidad de impresión
Para más información consultar: HPGL.
Comandos de usuario
Son los siguientes:
- ? – Permite obtener información sobre el estado de la impresora (si está on-line, posición, velocidad, memoria,etc)
- ! – Permite detener temporalmente la impresión (Pause).
- | - Permite renaudar la impresión (Restart)
- Ctrl-X – Resetea (por software) la impresora. Para resetearla del todo pulsar el botón de reset.
- @P – Permite ajustar la potencia del láser de 0 a 128. Ejemplo: @P90.
- @L1 – Enciende el láser.
- @L0 – Apaga el láser.
- @H X,Y - Permite ajustar la compensación del backlash.
Todavía no podemos probarlos porque no hemos conectado la alimentación.
La seguridad es lo primero
La impresora incorpora un diodo láser cercano a la banda ultravioleta (405nm) de la clase 3B. Es un láser de baja potencia (menos de 50 mw) y con una distancia focal muy pequeña (1.6 mm) por lo que no es tan peligroso como otros lasers. A pesar de todo ello recomendamos NO MIRAR NUNCA DIRECTAMENT AL LASER y utilizar en todo momento gafas protectoras adecuadas a dicha longitud de onda. Para más información, consultar: Laser Safety.
La electrónica que incorpora la impresora permite añadir un interruptor que al abrir la tapa apague el láser y los motores como medida extra de seguridad. Aconsejamos su instalación.
Algunos componentes electrónicos (drivers de los motores, reguladores, etc.) generan calor. Para ello disponen de un radiador de aluminio que si lo tocamos puede llegar a quemar la piel. Cuidado al tocarlos y mantenerlos alejados de materiales inflamables.
Aunque los motores son de escasa potencia, cuidado al manipular la impresora mientras esté en funcionamiento, ya que las correas y las partes móviles pueden herir las manos.
La impresora es un aparato eléctrico por lo que es necesario tomar las medidas de precaución necesarias cuando se maneja cualquier dispositivo de estas características.
Conectar la alimentación
Por fin vamos a conectar la alimentación de la impresora pero antes es recomendable comprobar de nuevo que todo el cableado está correctamente instalado, las correas tensadas, los ejes engrasados, los motores conectados. etc.
Anticipando problemas…
Es posible que al conectar la alimentación algo funcione mal (los motores vayan en el otro sentido, no se paren al final de la carrera, etc.) por ello recomendamos estar atentos y apagar la impresora si vemos algún comportamiento extraño.
Al encender la impresora los ejes deben ir a la posición de home (0,0). Primero el eje Y y luego el eje X. Si no lo hacen o lo hacen de forma errática puede ser porque los drivers no les proporcionen suficiente corriente o tengamos las correas demasiado tensadas. Pulsar el botón reset de la impresora y mover el pequeño potenciómetro de los drivers muy despacio a la derecha hasta que lo hagan (o destensar algo las correas).
Si alguno de los ejes o los dos se mueven al encender la impresora en sentido contrario es que tenemos más conectados los motores. Apagar todo y revisar la conexión del motor/motores a las PCB’s. Normalmente dar la vuelta al conector es suficiente.
Si alguno de los ejes no se para en la posición home (0,0) es que los microinterruptores de fin de carrera no funcionan bien o no se activan al chocar con sus topes. Comprobar que todo esté bien.
Si al conectar la alimentación la impresora se mueve a la posición home y allí se para es que todo va bien.
Primeras pruebas
Ahora ya podemos conectarnos con Putty y probar algunos comandos.
Primero podemos usar el comando ? para ver el estado de la impresora.

Luego podemos comprobar si el láser se enciende. Para ello primero ajustamos la potencia por ejemplo a 85 con el siguiente comando:
@P85
Luego podemos probar a encenderlo con @L1 (recordar que no hay que mirar directamente al láser).
Si el láser se enciende, todo va bien. Podemos apagar con @L0.
Si el láser no se enciende tendremos que revisar la circuitería, conectores, cables, etc. Algo está mal o el Pickup está dañado.
Si todo va bien, probaremos el sistema de Auto Focus. Para ello hay que teclear el comando IN.
La impresora se moverá entonces a la posición de home y veremos que el láser se enciende y la lente del Pikcup se mueve arriba y abajo intentando enfocar. No podrá hacerlo porque hemos desinstalado el Soporte de Impresión pero cuando lo instalemos enfocará en el papel reflectante que pusimos en el Focus Point.
Finalmente podemos mover los ejes de la impresora utilizando el comando PA.
Ejemplo:
PA 3000,3000; - Moverá el laser más o menos al centro de la impresora.
PA 0,0; - Moverá el laser a la posición inicial.
Familiarizaros con los comandos y el funcionamiento de la impresora para luego seguir con la calibración.
Calibrar los drivers de los motores
Este es un punto muy importante. Los drivers de los motores de pasos incorporan un pequeño potenciómetro que hay que ajustar con mucho cuidado ya que es muy pequeño y sensible. Cualquier pequeño movimiento del potenciómetro se traduce en una disminución o aumento de la corriente que recibirán los motores. Si la corriente es insuficiente los motores no se moverán, perderán pasos o se moverán a trompicones. Demasiada corriente y los drivers y/o los motores se calentarán o vibrarán en exceso. Los drivers tienen un sistema de seguridad que los desconecta cuando sobrepasan determinada temperatura por lo que es difícil que se estropeen por este motivo, pero los motores sí se pueden quemar por exceso de corriente.
Por todo ello es muy importante calibrar correctamente los drivers de los motores de pasos.
Lo mejor es ir eje por eje moviéndolos de un extremo a otro de la impresora y ajustando el potenciómetro ligeramente hasta que veamos que se mueven con suavidad no se paran ni pierden pasos ni se calienta nada en exceso.

Una vez calibrados es recomendable hacer funcionar la impresora durante un cierto tiempo y luego volver a comprobar.
Calibrar el sistema de Auto Focus
Para calibrar el sistema de Auto Focus tenemos que volver a colocar el Soporte de Impresión.
Primero atornillaremos las cuatro esquinas, hasta que el cristal quede aproximadamente a unos 6 o 7mm de la lente del Pickup. Podemos medir con un calibre entre la parte de abajo del contrachapado y la de arriba de la pieza de plástico donde va atornillado. Tiene que haber aproximadamente 19mm.

Luego ejecutaremos el comando IN para que la impresora vaya a la posición de Home e inicie la secuencia de enfoque. Veremos que el láser se enciende y la lente se mueve arriba y abajo. Es posible que de momento no enfoque en absoluto, pero lo que nos interesa es que el láser esté en el sitio adecuado.
Primero tenemos que comprobar que la lente al subir no choque con el cristal. Si así fuera subir un poco el soporte hasta que no choque.
Luego, mirando por debajo del cristal, tenemos que comprobar que el láser apunta correctamente a la superficie reflectante del Focus Point. Si no lo hiciera podemos ajustar el tornillo que hace de tope del microinterruptor del eje X o directamente quitarlo si fuese necesario.

Si aun así no podemos apuntar al papel reflectante podríamos cambiar dos parámetros de configuración del firmware (fichero Configuration.h) compilarlo, cargarlo y volver a probar.
Estos parámetros indican el movimiento extra que tiene que hacer la impresora desde la posición Home para encontrar el Focus Point.
// How many mm add to home position to get focus position
#define FOCUS_OFFSET_X 0
#define FOCUS_OFFSET_Y 0
Si el láser apunta al sitio adecuado, entonces todo es cuestión de ajustar y nivelar la altura del Soporte hasta que el Pickup enfoque bien y el cristal esté nivelado.


Probaremos con el comando IN varias veces hasta que nos proporcione una posición de enfoque cercana a 200 (posición del servo que mueve la lente).
Al ejecutar el comando IN aparecerá en la ventana el siguiente mensaje:
Focusing, wait a moment please…..
Nos indica que la impresora está enfocando. Si todo va bien, aparecerán una serie de números y finalmente el mensaje:
Focused at: XXX
Siendo XXX la posición de enfoque del servo.
Si ejecutando varias veces el comando IN, la posición de enfoque se mantiene alrededor de un valor cercano a 200, la impresora estará calibrada.
En cambio si aparece el mensaje:
Imposible to focus. Check distance from laser lens to glass.
Querrá decir que el cristal está demasiado lejos de la lente del Pickup y que tendremos que graduar los tornillos hasta que alejarlo un poco. El ajuste es muy fino. No mováis los tornillos demasiado de golpe.
Si escuchamos que la lente choca contra el cristal o el láser enfoca pero en una posición muy baja (menos de 180) querrá decir que el cristal está muy cerca y tendremos que alejarlo. Si enfoca en una posición baja quiere decir que está enfocando en la parte inferior del cristal y no en la de superior, que es donde está el papel reflectante.

Un truco: calibrar la impresora con la tapa cerrada y una PCB dentro apoyada en el cristal (del tamaño que solemos utilizar). Añadir cualquier otro peso que pongamos encima de la impresora al imprimir, ya que pequeñas variaciones de peso hacen que la madera o el cristal flexione décimas de milímetro que modifican la posición de enfoque.
Calibrar la posición de inicio
Si la impresora consigue enfocar correctamente, moverá automáticamente el láser a la esquina inferior izquierda de la ventana de cristal donde se supone apoyaremos la PCB a imprimir. A partir de ese momento esa será la posición 0,0 del dibujo.
Si respetamos las medidas de la ventana del Soporte de Impresión no tendremos que hacer ningún ajuste. Pero sí vemos que el láser no se coloca en la posición adecuada podemos ajustar los siguientes parámetros del fichero Configuration.h y volver a compilar/cargar el firmware.
Por defecto tienen estos valores:
// How many mm add to home position to get the window's glass
#define HOMING_OFFSET_X 5
#define HOMING_OFFSET_Y 0
Ajustar las correas
Es difícil indicar cuándo las correas están tensadas correctamente. Lo veremos con la práctica, pero no tienen que estar ni muy tensas ni muy flojas. Si la tensión es inadecuada probablemente provocará un problema denominado backlash cuyo principal efecto es que deforma los círculos.
Si a pesar de tensar adecuadamente las correas no conseguimos que nos salgan los círculos redondos, podemos ajustar los siguientes parámetros del fichero Configuration.h.
#define X_DEFAULT_BACKLASH_MM .3f
#define Y_DEFAULT_BACKLASH_MM .2f
Ajustar los pasos por mm
Existe un parámetro en el firmware que permite ajustar los pasos por mm. Es el siguiente:
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.00, 80.00}
Por lo general no es necesario ajustarlo pero si vemos que las medidas de los circuitos no corresponden con la realidad hay que medir y ajustar. También será necesario ajustarlo si hacemos cambios en el tipo de poleas, correas, micropasos, etc.
El procedimiento es el siguiente:
- Mover 100mm el eje a ajustar con el comando PA. Ejemplo para el eje Y, PA 0,4000;
- Medir con un calibre digital si realmente el eje se movió dicha longitud.
- Si por ejemplo medimos que se movió 101mm en vez de 100 quiere decir que hay que ajustarlo.
- Entonces multiplicar el valor obtenido (101) por el valor actual del parámetro (80.00).
- El resultado hay que dividirlo por la distancia que indicamos a la impresora que se moviera (100).
- El resultado (80.8) es el nuevo valor del parámetro DEFAULT_AXIS_STEPS_PER_UNIT.
- Volver a medir y comprobar que ahora el eje se mueve realmente 100mm.
- Una vez ajustado el eje, calibrar el otro de forma similar.
Imprimir el test de calibración
Para comprobar que la impresora funciona correctamente debemos ahora hacer una prueba de impresión.
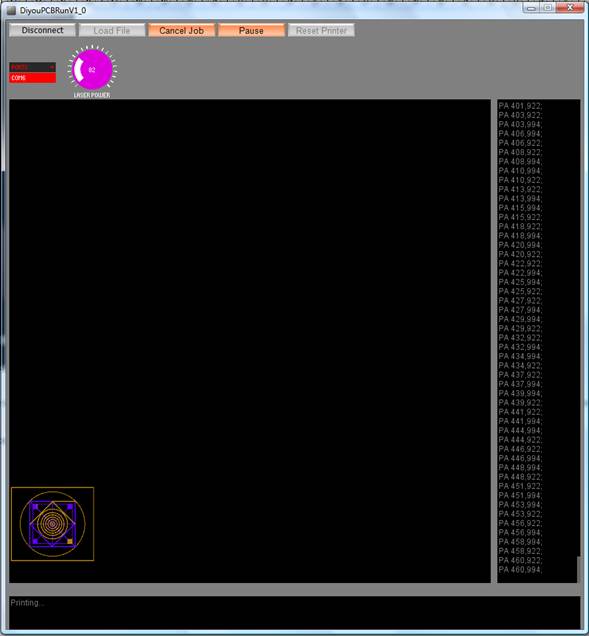
Cerraremos Putty y arrancaremos DiyouPCBRun. Conectaremos con la impresora y cargaremos el fichero DiamondTest.hp del directorio C:\Users\MiUsuario\DiyouPCB\Sketchbook\PCBFiles.
Aparecerá el siguiente gráfico en pantalla.

Para imprimir el rombo de calibración necesitaremos una pequeña PCB de unos 40mm x 40mm. Encenderemos la luz roja (o apagaremos la luz) aplicaremos el Dry-Film a la pCB virgen y la colocaremos en la impresora boca abajo. Cerraremos la tapa de la impresora y pulsaremos en el botón Print.
La impresora enfocará el láser y empezará a dibujar. Según lo hace veremos en la pantalla la evolución del dibujo en color azul. A la derecha los comandos HPGL que se van enviando a la impresora.
Al finalizar, todo el dibujo estará de color azul y en la ventana inferior aparecerá el mensaje – End of job --.
Ya podemos retirar la PCB y en un par de minutos revelarla.
Ajustar la potencia del laser
Es muy importante ajustar adecuadamente la potencia del laser si queremos obtener buenos resultados. La potencia que debemos usar depende de los siguientes factores:
- Pickup - hemos observado que pickups del mismo modelo (PHR-803T) se comportan de forma diferente y necesitan ligeros ajustes en la potencia del laser.
- Dry-film - sólo hemos probado con el tipo de Dry-film azul que podéis encontrar en internet, pero seguro que si usáis otro tipo hay que ajustar la potencia.
- Solar-Film - El tipo de solar film que va pegado a la ventana de impresión y su capacidad de filtrar los rayos UV también influye en la potencia.
- Velocidad - Si aumentamos o disminuimos la velocidad de impresión será necesario ajustar igualmente la potencia del laser. Si aumentamos la velocidad necesitaremos mayor potencia. Si la disminuimos, deberemos disminuir proporcionalmente la potencia.
Por defecto la impresora utiliza dos niveles de potencia que se pueden ajustar en el firmware. Uno determina la potencia habitual del laser y otro la potencia cuando se dibujan segmentos cortos. Si los segmentos son muy cortos, el laser estará demasiado tiempo en el mismo sitio y puede llegar a producir veladuras (ejecto halo). Para evitarlo la impresora reduce la potencia automáticamente.
Los parámetros mencionados del fichero de configuración son los siguientes:
#define DEFAULT_ENTRY_POWER 65
#define DEFAULT_LASER_POWER 88
#define DEFAULT_EXIT_POWER 65
#define SMALL_CIRCLE_FEEDRATE 10
#define SMALL_CIRCLE_ENTRY_POWER 60
#define SMALL_CIRCLE_POWER 66
#define SMALL_CIRCLE_EXIT_POWER 60
#define SMALL_SEGMENT_SIZE 1
#define SMALL_SEGMENT_ENTRY_POWER 69
#define SMALL_SEGMENT_POWER 73
#define SMALL_SEGMENT_EXIT_POWER 69
Con el dial que aparece en la pantalla de DiyouPCBRun podemos ajustar la potencia normal del laser . La de los segmentos cortos sólo se puede cambiar en el firmware.
Es necesario hacer algunas pruebas de impresión hasta ajustar el laser correctamente.
Cuando el dibujo aparezca nítido, sin deformaciones, veladuras, etc. la impresora estará calibrada.
Aquí termina el proceso de construcción.
Cómo usar la impresora Indice Home