
TwinTeeth - Printing, Cutting and Preparing Materials
3D Printing the Plastic Parts
Before starting the printer assembly you have to obtain or print the plastic parts.
If you bought the Framework Printed Parts Kit then go to the next section: Preparing the 3D Parts
We use a custom Prusa i3 (we already talked about it in our blog) to print the parts of the kit. It was reinforced because its is printing almost 24 hours per day. But you can use any other printer with a printing area of at least 170x170mm.
The .STL files for the printed parts are available from the Get It page.
Very important: Before printing make sure your printer is correctly calibrated because otherwise the pieces will be bigger or smaller than the specifications and it could affect the final quality of the robot. Printing deviations of more that +- 0.20-0.30mm might not be acceptable and probably you will have to adjust the TwinTeeth firmware delta kinematics parameters.
We print as fast as possible (depending on the piece) and with the less filling possible. In this way the parts are strong but light. Some of them are really large and printing process can spend two or more hours so we optimized the printing time. When printing big pieces like the vertexes is important to heat the bed at least at 60ºC because otherwise you would have adhesion problems. The main cause of most 3D printing failures is some kind of problem with adhesion. If the first layer doesn't stick to the print bed, the print will fail.
We use Cura for the slicing, but you can use your favourite slicing program.
With Cura, we print big pieces with 12-15% of filling density, small pieces with 20%, and we use 40% in pieces like the Carriages or the Effector which need to support loads. We recommend an infill of 100% when printing tiny pieces like the knobs. Printing speeds varies from 30mm/s for small pieces to 80mm/s for big ones. We use 195mm/s for travel moves and 80-120mm/s for infill speed.
Use support material when needed, for example on the Motor Holder part.
Preparing the 3D Parts
First indentify all 3D parts and familiarize yourself with them.
The TwinTeeth framework is based on two equilateral triangles joint by three 20x20mm alu. square tube pillars. These triangles are composed by three identical "vertex". You need six of these vertexes to complete the two triangles.
The following picture shows the robot and its framework upside down.
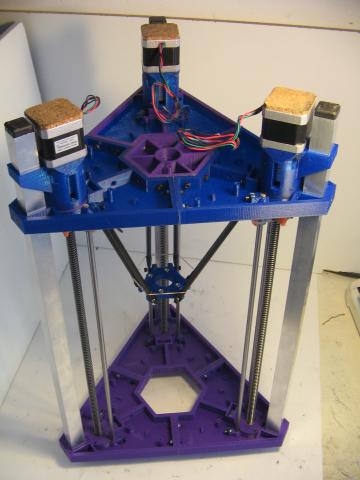
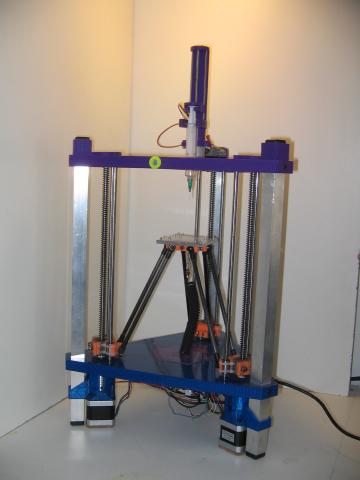
In the next picture the framework is in normal position. In this case with the Paste Dispenser ToolHead installed.
Top and bottom triangles are a little different: the bottom one includes the endstop housings and the PCB supports for the Arduino, while the top vertex does not. Instead, top vertex has a hole on the sides to insert the ToolHead retainer bolt
The bottom triangle is complete in its area and includes the Bottom Hexagon 3D part (the piece with the Diyouware logo) in the centre, while the top triangle is open in the centre to hold the different ToolHeads.
We recommend you to review all the plastic parts before assembling TwinTeeth and remove with a cutter the remains of support material, plastic chaffs, blobs, strands, threads, etc. that could be left from the 3D printing process. We print big pieces fast so sometimes they have a lot of threads.
Also check that the diameter of the holes are correct for the shafts, bolts and the square alu. tubes which must pass through them.

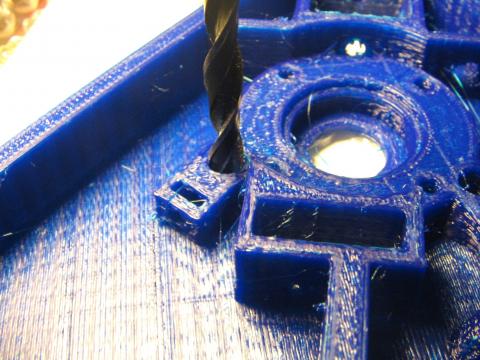
Use an appropiate drilling bit to clear the holes if needed.
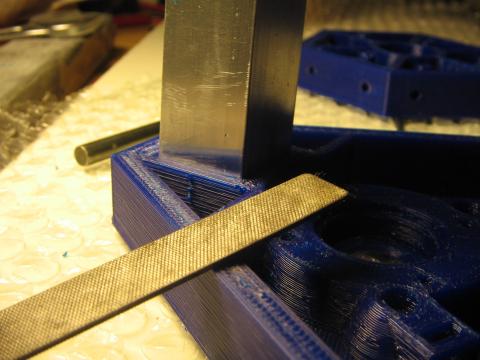
Check that the alu. square tubes can pass through the holes and use a file to clear the housing if needed.
We print (and recommend to do it) with PLA plastic. The PLA is an ecologic thermoplastic that melts between 190-220 degrees so you can lightly adapt the parts with a low-power soldering iron. If any part is broken you can glue it with cyanoacrylate. Acetone and similar dissolvents don't interact with PLA so you can use it to clean rests of glue if need it.

Almost all M3 and some M4 nuts are embedded in the plastic parts. We recommend the use of the soldering iron to insert them into the housings. We simply need to heat the nut and press it down with the tip of the iron (with care not to melt the rest of the piece). We use an old soldering iron because its tip usually gets dirty with plenty of plastic.
Some nuts that will be upside down could detach during the assembly process. A tip is to melt a bit of plastic around the nut with the soldering iron and "glue" it into the hole.
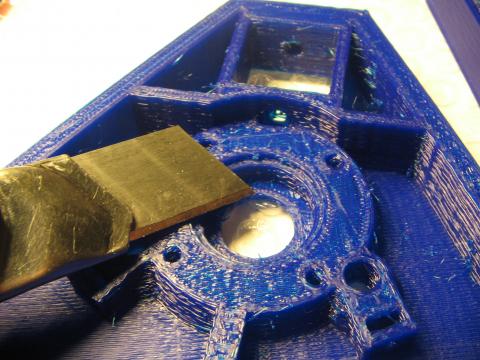
Check that the F6900ZZ ball bearings fit in their housing.

If they don't fit you can use a cutter or a file to clear the housing. In case they have some clearance, use some teflon tape around the bearing to provide them a perfect fit in the housing.
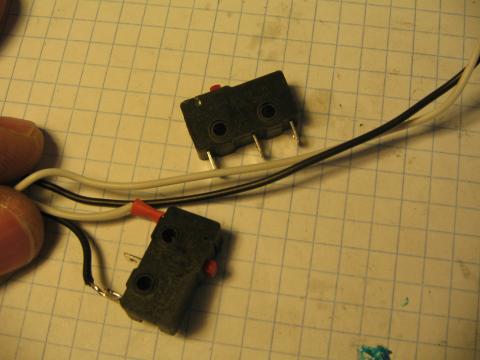
Check also that the endstop switch (in the picture above) fits in its housing (the rectangular box between the 6mm shaft holders). We will install it later in the wiring section but it's easier at this stage to clear the housing and check that they fit into it.
Prepare the ball bearing covers. You will need six of these pieces: three for the top triangles and three for the bottom. Check that they fit in their places just on the F6900ZZ ball bearings and use a file or the soldering iron to adjust them if necessary.

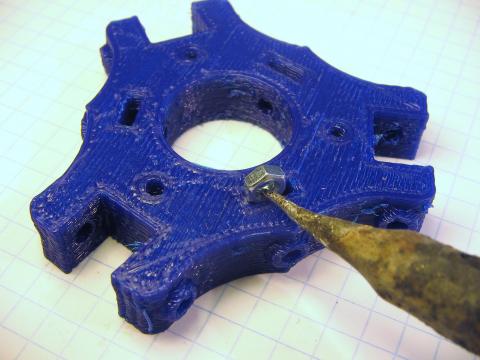
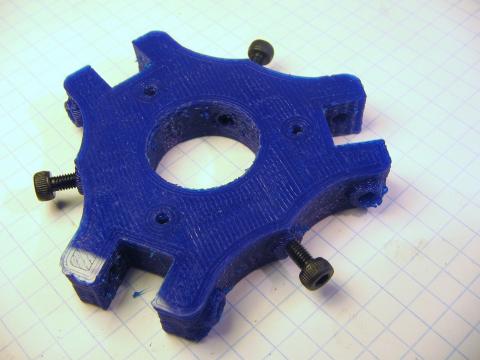
Now it's time to prepare the Motor Holder.

Remove with a cutter the remains of support material of the NEMA17 stepper motor housing. Clean also the motor mounting holes with a M3 drill bit and use a file to clean blobs and other rest of the printing process.

Clean also the M3 holes on the top side of the part.
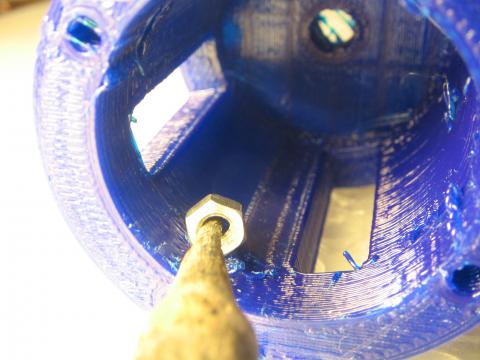
And using the soldering iron, insert 4 x M3 nuts in the Motor Holder traps you can see in the picture above.These nuts bolt the Motor Holder to the bottom triangle through the holes of the top side of the part.
Finally you will need to thermo-thread the Arduino supports. These act as PCB supports and were designed to hold 2.5mm sheet metal screws. Just heat with the soldering iron one screw, hold it with pliers to avoid burning your skin and screw it some turns into the support to make the thread. Repeat the process in all the PCB supports of Bottom Vertex and Bottom Hexagon.
Cutting Acme Screws, Steel Shafts and Tubes
If you did not buy the Framework Hardware Kit, then now you need to cut some materials using a metal saw.
Warning: version 1.3 uses 200mm length Acme screws. See Blog article.
First cut three Acme screw pieces to 200mm in length and round both ends with a file and sandpaper.

Then cut the 6mm steel shafts. These are the X,Y,Z axis and are 304mm in length. You will need 6 pieces.

Round also the shaft ends with a file and fine sandpaper to prevent linear ball bearing damage when inserting the shaft into them.
Cut the alu square tubes to 400mm in length

Then cut the glass fiber rods to 136mm. A tip to avoid fiber tube "fringe" in the cutting process is to put some paper tape around it just where you will cut the tube. Once cut remove the paper.

Finally cut from surplus material:
- 3 PCS of M4 x 80mm threaded rod for the ToolHead Retainers.
- 12 PCS of M3 x 10mm threaded rod. You will use them later to glue the glass fiber tubes to the rod ends.
Preparing the Delta Rods
You will need six glass fiber rods, twelve rod-ends with hollow balls and the 12 PCS of M3 x 10mm threaded rod which you cut in the last step.
First you need to make a jig which will helps you to make the six delta rods exactly of the same length. The exact length of the rods is not as important as getting all of the rods the same length because we can adjust it in the firmware later.
You can use a piece of thin plywood, MDF or alu.sheet. We used an alu sheet because metal always provides more precision that wood when drilling.

Drill two holes on the jig exactly at 170mm and thread two M3 x 20mm bolts from the back side of the jig. Thread one M3 nut in the other side of the bolts.

Now you need to Insert the hollow balls into the rod ends' housing. Just push the ball with your fingers until it fits into the hole.
Screw also the M3 x 10mm rods into the tube ends. Probably you will need to make the hole a little bigger because the internal hole of the tubes sometimes is a little irregular. Use a M3 drill bit for that. Then glue the rods inside with a little 5-minutes epoxy. Make sure you leave half of the M3 rod (approx. 5mm) out of the fiber tube and clean the rest of the epoxy glue. Let the epoxy cure.

Once cured, screw two rod ends in the M3 threads and put the delta arm into the jig to check that all the parts fit well together. Then remove it and glue the other side of the M3 thread into the rod ends and put it again on the jig. Adjust the rod ends into the M3 thread till the complete delta rod will be straight from one jig bolt to the other. Make sure that the rod ends are aligned and fit properly in the jig bolts. Remember: the goal is to make six delta rods exactly of the same length.
Repeat the process with the rest of the delta rods.
You will have something like this when you finish the job:

Tip: Hollow balls often have some gap in the plastic housing which could produce backlash in the robot. A tip to solve this issue is to hit a little bit the plastic around the ball using a metal round tube of 5mm ID 6mm OD. I use a piece of tube from an old telescopic antenna. Just hit the plastic a little to deform it, but slightly because you can damage the ball housing. Then check that the ball moves in its housing with less clearance.


Moulding Anti-Backlash Nuts
The six half-nuts used by TwinTeeth are included in the Framework Hardware Kit. If you bought it then go to the next section: Preparing the LM6UU Carriage and the Effector.
Backlash is the lost motion in a mechanism caused by gaps between the parts. Usually it is evidenced when the moved axis change direction. It's frequent in timing belts and acme screws and cause a loss in movement precision, squared circles and other undesired effects. In theory the ideal would be zero backlash, but in practice some backlash must be allowed to prevent jamming.
In TwinTeeth we solved backlash issues using custom made pre-loaded half-nuts with springs. There are at least two low-cost methods to make custom anti-backlash nuts. One is moulding them with epoxy resin (plus some additives which alter epoxy physical properties). The other is based on thermo-moulding 3d-printed PLA nuts with a heat gun. We tried both methods and both work well but the first one is more precise and predictable.
We use castable epoxy for mould making and add in it 10% of bronze powder and 1-2% of graphite powder. These two components help epoxy to reduce its friction coefficient and provide at the same time hardness and durability. Once casted we cure the epoxy 24h in a oven at 25ºC.
It could seem that using epoxy nuts is not a good engineering practice but they work well and do the job. We tested them almost every day during a year without any problem and with zero backlash issues. They probably won't last forever, but they are really easy to make and we can make a replacement at home very cheap. The alternative to epoxy nuts are bronze nuts which are expensive, don't solve the backlash issues or are difficult to process at home to avoid backlash (it usually means cutting the nut with a saw)
Here is the formulation (if you decided to make the nuts by yourself):
You will need the following materials:
- 2PCS x Nut Mould 3D part
- 100mm of surplus Acme screw
- Demolding wax
- Epoxy resin
- Bronze* and graphite powder
- Some play dough
*Bronze powder is optional.
First you need to apply demoulding wax to the moulds and to the Acme screw. Apply two or three wax layers and let the wax dry an hour between layers. Remove the excess wax from the pieces and sprinkle some graphite powder on the Acme screw.

Put some play dough at both ends of the mould where the screw touches them. It is to avoid the epoxy resin flowing out of the mould.

Then mix the two ingredients of the Epoxy resin, add the additives and mix all together during some minutes. Put it into the mould with care.
Turn the Acme screw with the fingers a little in both direction, to allow the resin to flow into its threads. Add more resin if needed to complete the casting space.
Let it cure in a not-humid room temperature environment at least 24h (Epoxy cure better at 25ºC or more)
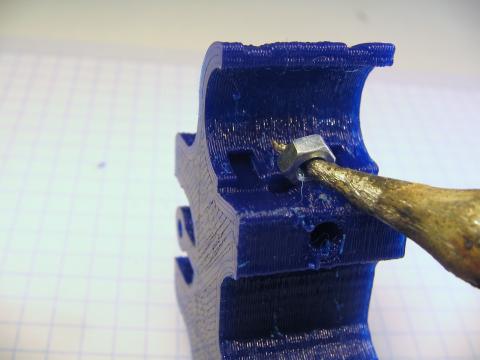
Demould the nuts and remove with a cutter the excess of material. Sand the nut side which faces out the other nut till it is flat.
Check that both half-nuts fit well together.

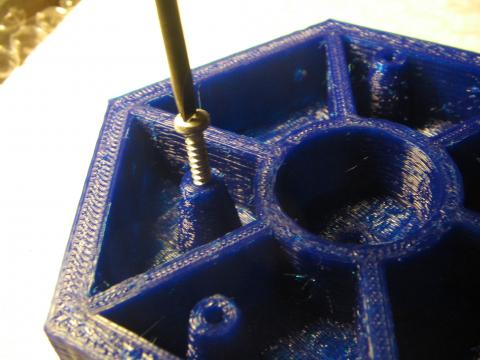
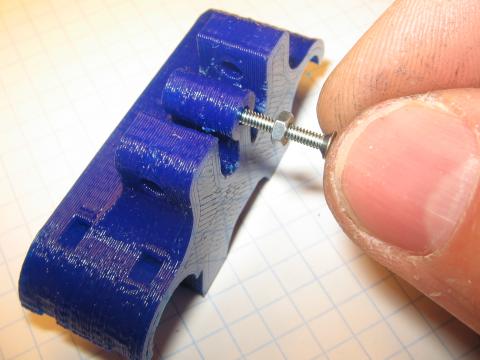
Drill the holes. Check that they fit well with the Acme screw inside and run a little the screw through them by hand. The half-nuts don't necessarily have to touch between them. Sometimes there is a small gap between them. This is fine. When installed in the robot, they can not be very tight because it can cause Acme screw jamming.
Remove the Acme screw and bolt two M3 x 10mm screws into the holes. Screw two nuts on the other side. Sand a little the outside face of the half-nuts again.
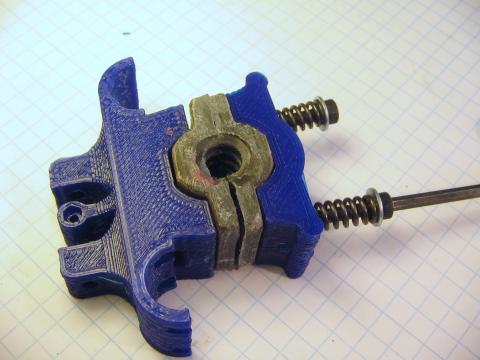
They are ready to be used! Maintain the pair of nuts together with the bolts till you install them in the robot.

Preparing the LM6UU Carriages
The carriages are those parts which move the delta rods and the fixture platform up and down throughout the 6mm steel shafts and Acme screws. They are composed of two main parts: the LM6UU Carriage and the Carriage Clamp.

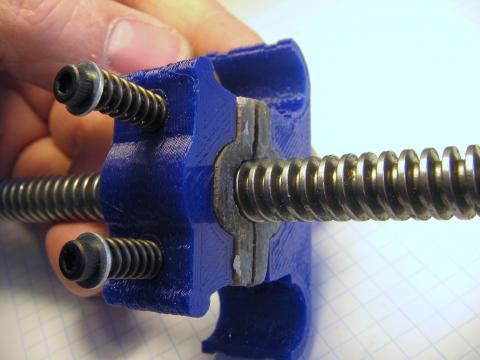
The LM6UU carriage holds the linear ball bearing which runs throughout the shafts. They have attached the rod ends of two Delta Rods. In the other side it holds a half-nut. The other half-nut is hold in the Carriage Clamp and the whole is set together with two M3X30mm bolts, two M3 washers and two springs. See next picture.

Now we are going to prepare the carriages.
First clean the holes with a 3mm drill bit, remove blobs, plastic threads, etc.
IMPORTANT: To avoid gaps don't use the drill bit into the bracket holes of the Delta Arms.
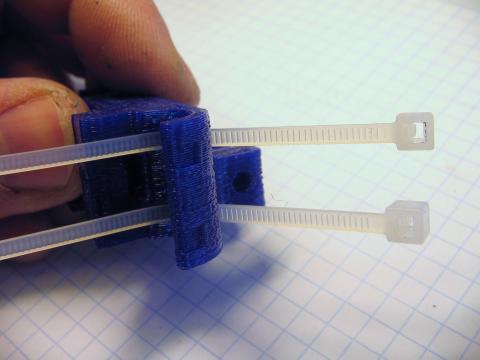
Then take one LM6UU linear bearing and check that it fit in the carriage holders. Use a cutter or a file to remove plastic blobs, traces, etc. and test until it fits in the housing. You will see that the plastic housing is flexible and the bearing doesn't fit perfectly on it until your pressure it with your fingers. Don't worry because they will fit in the holdings perfectly when you tigthten the zip-ties later.

Then, using the soldering iron, insert two M3 nuts in their traps (for the clamp bolts) and "glue" them with a little melted plastic.
Screw into its hole the endstop bolt with its nut. This bolt is a tiny 2x14mm plain head bolt. Screw the nut into the bolt and then the bolt oi the plastic hole. This bolt will hit the endstop switch when homing.
Check that the anti-backlash nuts fit well in the back side of the carriage and install: the carriage clamp, the bolts and the springs.
Adjust the nut with a file or sand paper if needed.
Unscrew the bolts, remove the clamp and install the Acme screw on the half-nut of the carriage. Before closing the carriage with the clamp, put a little graphite powder inside the threads of both anti-backlash nuts. Then bolt the system again.
IMPORTANT: to lubricate the nuts and the Acme screws don't use oil or grease, just a little graphite powder (included in the kit).
The standar 6mm OD springs are too long (15mm L). Use a wire cutter to cut one of them in the midle and use the two halfs one in each bolt of a carriage.

Now, tight a little the M3 bolts. The springs are strong and if you screw the bolts too much then the carriage will jam and will not move the robot axis. It has to move smoothly and easily through the Acme screw. If you see that the springs are too long then cut a little the rings with the wire cutter till the bolts can reach the embed nuts.
Tip: once you have checked that the carriage runs fine and smoothly through the Acme screw, glue with 5-min epoxy one half-nut to the carriage and the other half-nut to the clamp (in their correct positions and without the Acme screw inside). Bolt both pieces with the M3 screws and springs till the epoxy cures. Take care not to contaminate with the epoxy other pieces like the half-nut threads, bolts, springs, etc. This tip is not strictly needed but it improves the accuracy of the robot. Gluing the nuts to the carriages avoid possible clearances between those parts.
Finally insert 4 x zip-tie of 2.5x100mm in the carriage holes to attach (in next chapters) the linear LM6UU ball bearings.
Repeat these steps with the other two carriages.
The Fixture Bed
The fixture bed is an aluminium platform which allows attaching the PCB or any other materials on it.
The complete Fixture Bed system is composed of:
- The fixture bed
- The PCB drilling stencil
- The bed attachment tube
- An M3 bolt
- A one way connector
- A piece of 2.5mmx15mm copper wire
- A spring telephone wire
- The 2.5mm thick sacrificed plywood board
- A 2.5mm drill bit
- Some 2.5 OD precision pins of 6mm and 8mm length
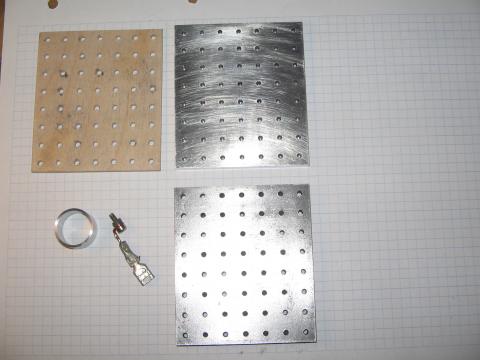
The fixture bed is an alu. sheet 5mm thick drilled with holes of 2.5mm ID in a matrix of 10x10mm. They hold the fixture pins which attach the PCB on the platform.
The tube is attached on the back side of the fixture bed and attaches the bed to the Effector.
The M3 bolt, the connector and the copper wire allow connecting the fixture bed to the Arduino through a spring wire. This connection is used by the bed auto-levelling system.
The drilling stencil is used to drill the position holes on the PCB. These holes must match exactly with the holes of the fixture bed.
The process to attach a new PCB on the fixture bed consists in:
1.- Cutting the PCB in size and drilling four holes on the corners using the stencil.
2.- Attaching the PCB on the bed using four pins.
This system allows total precision to hold the PCB at the right position and to align double-sided PCBs when printing the circuits.
The sacrificed board is optional because it is only used for drilling.
The alu. tube allows to turn left/right the fixture bed on the Effector and align it properly with the rest of the motion system. Once aligned, just tight the three M3 bolts threaded in the Effector.
Milling and drilling the Fixture Bed
If you bought the fixture bed at our shop or ordered it to some company or professional just go to the next section: Preparing the Fixture Bed.
To mill and drill the fixture bed you will need a CNC machine or a CNC milling machine. You can also do it with a non CNC mill but you should have experience and skills to manage it with precision.
First you need to cut two pieces of 70x80x5mm alu. sheet: one for the fixture bed and another for the stencil. You can use any type of aluminium, preferably soft aluminiun of 2000 series or similar.
Cut also a piece of 20mm OD x 10.5mm L x 2mm wall thickness of alu. round tube.
Mill on the back side of the bed a ring of 20mm OD x 2mm wide x 0.2mm deep to hold the alu. tube.
Drill and tread a M3 hole just in the middle of the bed on the back side. Just 0.3 depth, don't pass through the sheet to the other side.
Drill the 56 holes of the 10mmx10mm matrix. The holes are 2.5 ID and IMPORTANT: they must not pass through the sheet, just drill 4.2mm of depth. This is because if you drill all the sheet thickness the pins will slip down out of the bed.
Finally drill the stencil. The holes must match exactly the bed holes position. These holes are also of 2.5mm ID but in this case they pass through the 5mm of the sheet to the other side.
To drill the holes try use a 2.40-2.45mm drill because the holes always are bigger than the drill bit.
Preparing the Fixture Bed
To prepare the fixture bed (once made it or bought it) follow the next steps:
Glue the 20mm tube attachment to the back-side of the bed. Fit it in the ring milled on the back side and glue it preferably with aluminium-epoxy from the inside of the tube. Clean perfectly the rests of the epoxy outside the tube because is has to fit with precision into the Effector hole).
Bend with pliers the piece of cooper wire around the M3 bolt and solder it. Solder also the one-way connector to the wire.
Screw the M3 bolt into the hole of the back side of the bed, just in the centre of the ring and the tube.
If you have plans to use the Drilling ToolHead then you will need the sacrificed board which protects the bed from the drill bits. Just cut a piece of plywood 70x80mm - 2.5mm thick and drill the hole matrix on it using the stencil and a 2.5 drill bit.
The platform is ready!
Preparing the Effector
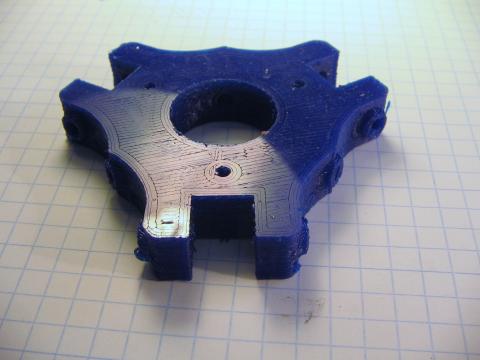
The Effector is the plastic part attached to the fixture bed through the 20mm alu. tube and three bolts which clamp that tube. On the other side the Effector is attached to the delta rods.
Now we are going to prepare the Effector.
Remove with the cutter all plastic blobs and threads and clear the holes.
IMPORTANT: To avoid gaps don't use the drill bit into the bracket holes of the Delta Arms.
Check that the fixture bed tube fits perfectly in the Effector 20mm centre hole. Use a cutter or a file to adjust the hole if needed.
Insert with the soldering iron three M3 nuts in their traps. These nuts are for the bolts which will clamp the fixture bed tube.
Then screw on these nuts three M3 x 14mm bolts through the lateral holes of the effector.

The Effector will look like following picture when you finish the job.
At the end of this chapter you will have all the materials and 3D parts prepared and ready for the framework assembly.
Assembly Index Home Next chapter