
Dispensando pasta de soldar
En este capítulo veremos el proceso de dispensar pasta de soldar en pads SMD usando el Cabezal Dispensador de Pasta.
El proceso consiste en los siguientes pasos:
- Generar los ficheros CAM
- Instalar el Cabezal Dispensador
- Configurar la posición de inicio
- Dispensar la pasta de soldar
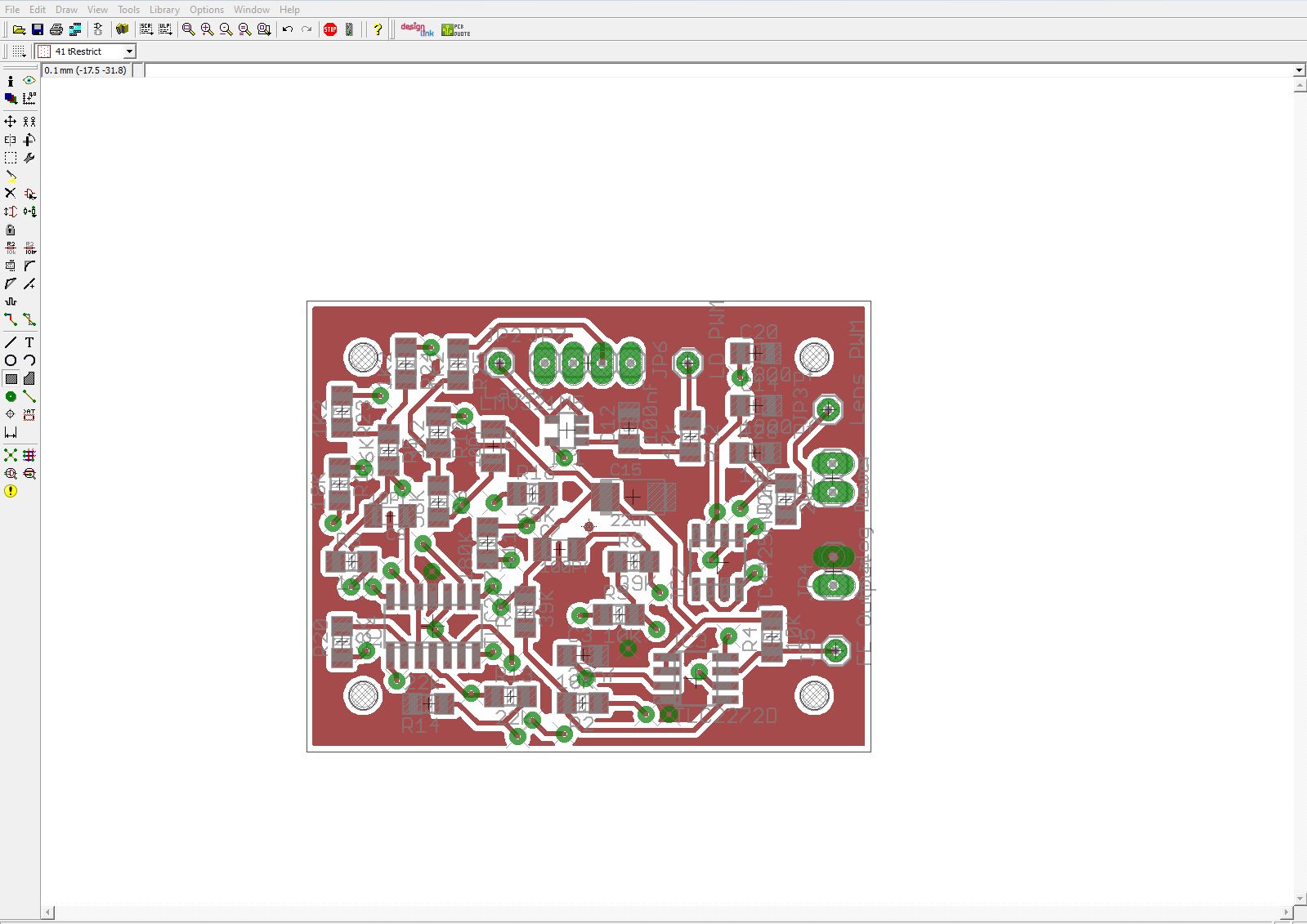
Utilizaremos como ejemplo el esquema y diseño de la placa que hicimos en capítulos anteriores para el fotograbado con el Cabezal Láser y el taladrado.
Ejecuta Eagle Cadsoft y abre el proyecto LaserDriver que creamos en el capítulo anterior.
Generando los ficheros CAM
El Cabezal Dispensador de Pasta utiliza g-code como formato de archivo CAM. Hemos desarrollado para Eagle un ULP especial que genera fácilmente los archivos g-code a partir del diseño de la PCB. Ya lo instalaste y usaste en capítulos anteriores (ver Capítulo de Instalación de Software)
Tienes que activar en Eagle la vista de la PCB (board view) para poder ejecutar el ULP. Selecciona luego la capa superior. En este tutorial dispensaremos pasta en dicha cara de la PCB.
Los ULP o Programas de Lenguaje de Usuario se ejecutan usando el comando Run![]() . Haz clic en el icono.
. Haz clic en el icono.
Aparecerá un selector de archivos. Ve al directorio donde instalaste los ficheros ULP y abre el archivo twinteeth.ulp.
Verás que aparece la ventana de TwinTeeth ULP, una similar a esta:

El ULP tiene dos pestañas con las etiquetas: Drill Tool y Paste Dispenser Tool. La primera contiene el panel de configuración del Cabezal de Taladrado y la segunda el panel del Dispensador de Pasta. Una vez configurados, puedes generar los archivos haciendo click en el botón de "Save G-code". Generalmente los archivos se guardan en el mismo directorio del proyecto.
Describiremos ahora cómo configurar el panel Dispensador de Pasta.

El panel de configuración de la herramienta dispensadora tiene varias áreas: el área de generación (Generate), el de control del flujo (Flow Rate) y el área de control de velocidad (Feed Rate).
Sólo puedes dispensar pasta en la parte superior de la PCB por lo que el área de generación sólo te permite activar o desactivar la generación del archivo g-code de esa cara (Top).
El área de control del flujo (Flow Rate) te permite configurar la velocidad de flujo de la pasta de soldadura. Allí verás los siguientes campos:
- Extruder Rate - Es la velocidad del motor de pasos del dispensador en mm/min. Es aceptable un valor de entre 195-205 mm/min.
- Min. dispensing time - Es el mínimo tiempo en milisegundos que el toolhead dispensará pasta.
- Dispensing time per mm2 - Te permite dispensar más pasta en pads grandes y menos en pads pequeños.
- Retraction time - Es el tiempo en milisegundos que el motor funcionará en dirección contraria. Es útil para detener el suministro de pasta mientras que el robot va de un pad al siguiente.
El área de control del eje Z te permite gestionar el comportamiento de dicho eje. Allí verás los siguientes campos:
- Z High - La posición más alta del eje Z en mm al comenzar a dispensar.
- Z up - La posición del eje Z en mm al pasar de un pad al siguiente.
- Z dispensing - La posición del eje Z en mm donde la aguja del dispensador empezará a dispensar la pasta.
- Drill Dwell - Es el tiempo en ms que el robot se detendrá cuando el dispensador esté en la posición más baja.
Por último el área de gestión de la velocidad te permite definir la velocidad de los ejes X, Y y Z en mm/min.
Ahora configura los parámetros del panel para tu PCB y haz click en el botón "Save g-code" para generar el fichero.
El ULP generará solamente un archivo g-code. El nombre del archivo será similar a este:
- twinteeth-laserdriver.brd.paste.gcode
Lo encontrarás en el directorio del proyecto de Eagle.
Nuestras sugerencias son:
- Utiliza un diámetro de aguja adecuado. Calibre 20-22 es aceptable.
- Mantén la presión sobre la jeringa al mínimo. Este tipo de dispensadores tiene histéresis. Esto significa que la pasta continúa fluyendo después de que el motor se detenga.
- Utiliza el sistema de retracción para evitar la histéresis, pero no lo configures con más tiempo del de dispensación.
- El parámetro Z dispensing determina la distancia entre la aguja y la superficie de la PCB y afecta a la forma del punto de pasta dispensado Si la separación es pequeña el punto tiende a aplanarse.
- Saca la pasta de soldadura de la nevera 3-4 horas antes de su uso. El flujo de la pasta depende también de su viscosidad y la viscosidad de su temperatura.
Instalando el Dispensador de Pasta
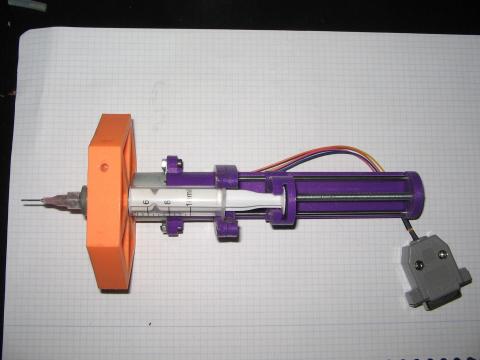
En esta sección vamos a preparar el Cabezal Dispensador de Pasta y a instalarlo.
Localiza el dispensador, llena la jeringa con pasta e instala todo en el hexágono tal y como describimos en Ensamblar el Dispensador de Pasta.
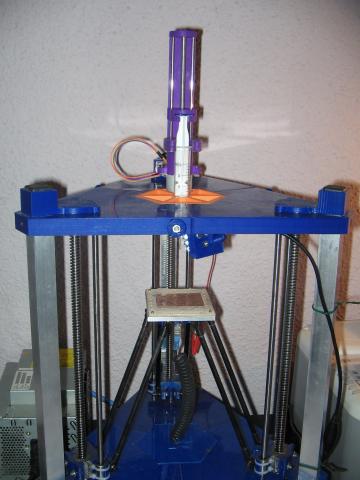
Comprueba que el robot está desconectado. Instala el Cabezal en TwinTeeth, sujétalo con los pernos de retención y enchufa el cable del DB15.
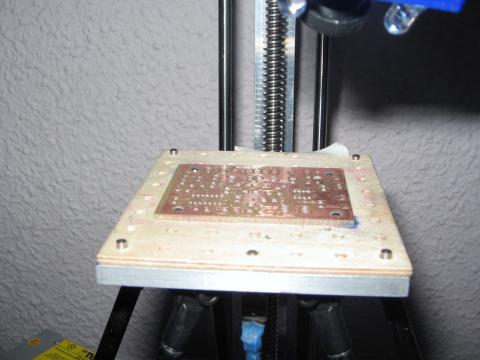
Sujeta la PCB a la plataforma y enciende la alimentación.
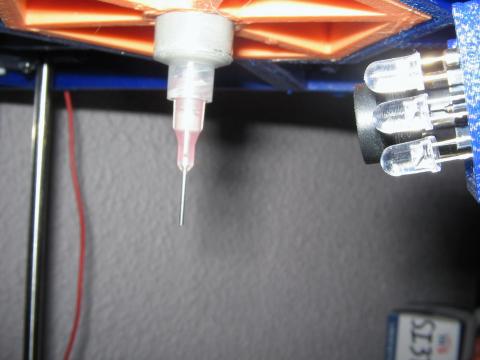
Ejecuta la aplicación de la cámara y ajústala apuntando a la aguja. Enfoca el objetivo si es necesario y enciende los LEDs.
Configurando la Posición de Inicio
Ejecuta TwinTeehMC y conéctate con el robot.
Selecciona el Paste Dispenser haciendo click en la pestaña correspondiente del menú superior.
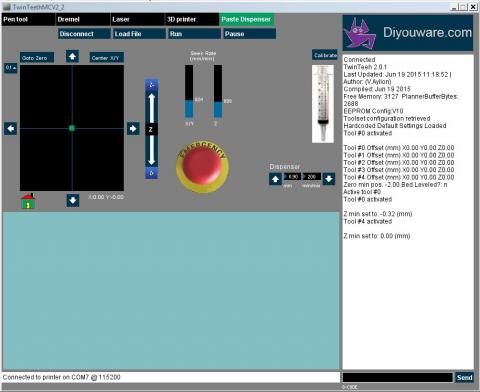
Haz click en Calibrate para mostrar los controles de calibración.
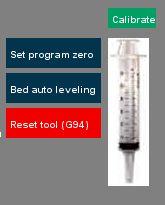
Configura Z min slider a cero porque el dispensador de pasta no necesita ir más allá de dicho punto.
Ha click en el boton Reset tool button para inicializar la configuración de la herramienta y luego haz click en Home de nuevo.
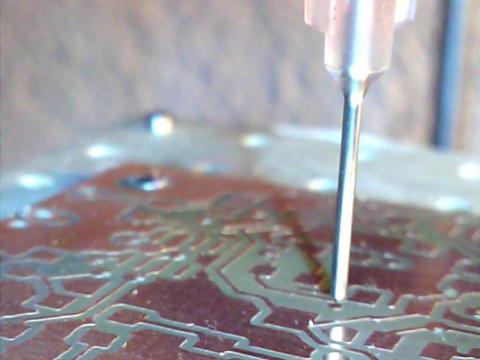
Luego, mediante el control Z, mueve la plataforma hacia arriba hasta que la aguja toque casi la superficie de la PCB. A continuación mueve ligeramente los ejes X e Y hasta que la punta de la aguja apunte al círculo que dibujamos en el centro de la PCB cuando hicimos el diseño con Eagle. Tal y como vimos al taladrar, después del proceso de grabado con ácido el círculo es un área redonda, aislada, sobre la lámina de cobre. Es el centro de la PCB y tienes que establecerlo como el origen de coordenadas.
Una vez que esté encima de él, mueve ligeramente el eje Z hasta que la punta toque el cobre en el centro del círculo.
Entonces haz click en el botón Set Program Zero.
Vuelve a hacer click en el botón "Calibrate" para ocultar los controles de calibración.
Luego haz Home . Recuerda que cada vez que establezcas un nuevo inicio de programa necesitarás llevar a Home la plataforma porque de lo contrario no podrás moverla.
Ahora, haz clic en el botón "Goto zero" para ir a la posición de inicio. La plataforma se moverá hacía arriba y se parará justo al tocar la punta de la aguja.
El cabezal está listo para dispensar pasta.
Dispensando la Pasta de Soldar
En esta sección vamos a ejecutar el trabajo.
Antes de nada, purga un poco la jeringa para quitar el aire de la aguja y facilitar la liberación de la pasta. Puedes hacerlo usando los controles auxiliares. Se paciente y no dispenses demasiada pasta al mismo tiempo. La pasta tiene que empezar a fluir muy lentamente. De lo contrario probablemente tendrás que usar el botón de marcha atrás para detener el flujo.

La velocidad del flujo tiene un margen algo estrecho de aprox. 195-208 (mm/min). Fuera de ese rango el motor no se moverá.

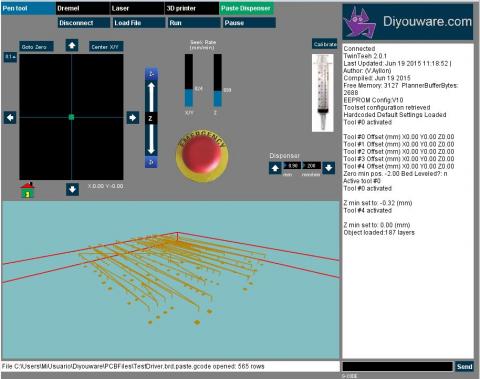
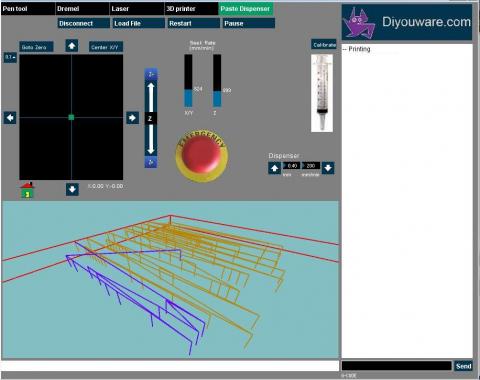
Haz clic en el botón Load File (cargar archivo) y cargarlo. Verás una representación de la trayectoria de la plataforma en el área de simulación. Cada línea corresponde a un movimiento de la plataforma y los cuadrados a los pads donde se depositará la pasta.
Limpia con un poco de papel de cocina la punta de la aguja y luego haz click en el botón Run (ejecutar) para empezar a dispensar.
El robot empezará a dispensar la pasta. Podrás ver la evolución del trabajo en el área de simulación y a través de la cámara.
Cuando termine haz home en la plataforma.
!La PCB está lista!
Veremos en el capítulo siguiente cómo imprimir con TwinTeeth en 3D.
Capitulo Anterior Indice usar Home Siguiente capítulo